Контакты:
-
Кузовов Сергей СергеевичПреподаватель

ЛЕКЦИЯ 2 : КЛАССИФИКАЦИЯ ФОРМОВОЧНЫХ ПЕСКОВ ПО ГОСТ 2138-91. ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ГЛИНИСТЫХ СОСТАВЛЯЮЩИХ
ИСТОРИЯ РАЗРАБОТКИ ГОСТ 2138-91
Формовочные пески начали стандартизироваться в СССР еще в середине XX века. Первые нормативные документы касались в основном зернового состава и огнеупорности песков. ГОСТ 2138 впервые был принят в 1963 году, а его актуализированная версия 2138-91 была утверждена в 1991 году.
Основные изменения, внесенные в последнюю редакцию:
✔ Уточнение групп песков по содержанию глинистых частиц.
✔ Введение новых методов анализа химического состава.
✔ Регламентация испытаний газопроницаемости и прочности.
✔ Расширение требований к пескам для различных видов литья (сталь, чугун, цветные металлы).
На сегодняшний день ГОСТ 2138-91 продолжает применяться, но во многих случаях литейные предприятия используют собственные технические условия (ТУ) или международные стандарты.
СРАВНЕНИЕ С МЕЖДУНАРОДНЫМИ СТАНДАРТАМИ
Формовочные пески классифицируются не только по ГОСТ 2138-91, но и по международным стандартам, таким как ASTM (США), ISO 13503-2 (Международная организация по стандартизации) и DIN (Германия). Эти стандарты регулируют характеристики песков, используемых в литейном производстве, но между ними есть различия в методах тестирования, классификации и допустимых параметрах.
Таблица 1 – Сравнение ГОСТ 2138-91, ASTM и ISO
|
Параметр |
ГОСТ 2138-91 (Россия) |
ASTM (США) |
ISO 13503-2 (Международный) |
|---|---|---|---|
|
Основной минерал |
Кварцевый песок |
Кварц, циркон, оливин |
Различные минеральные основы |
|
Группы по глинистой составляющей |
≤2%, 2–12%, 12–50% |
Потери при прокаливании (%) |
По размеру и форме зерен |
|
Определение зернового состава |
Ситовой анализ ГОСТ 8735 |
Метод ASTM E11 (анализ ситами) |
Лазерная дифракция |
|
Огнеупорность |
Не менее 1500°C |
Не менее 1400°C |
В зависимости от применения |
|
Определение газопроницаемости |
Метод капиллярного потока |
Метод Блейна (ASTM C204) |
Метод фильтрации воздуха |
|
Прочность формы |
Метод компрессии |
Метод прочностного теста на изгиб |
Метод сдвигового теста |
Классификация формовочных песков по различным стандартам
ГОСТ 2138-91 (Россия)
ГОСТ 2138-91 делит пески на три группы по содержанию глинистых составляющих:
✔ Кварцевые пески (К) – до 2% глины.
✔ Тощие пески (Т) – 2–12% глины.
✔ Жирные пески (Ж) – 12–50% глины.
Кроме того, пески классифицируются по зерновому составу, огнеупорности и содержанию кремнезема (SiO₂).
ASTM (США)
Американский стандарт ASTM C144 классифицирует пески по:
✔ Размеру зерен (анализ по ASTM E11).
✔ Химическому составу (определение содержания кремнезема и глин).
✔ Потерям при прокаливании – измеряется количество выгораемых веществ.
Методика тестирования песков также включает анализ прочности на изгиб для оценки стабильности форм.
ISO 13503-2 (Международный стандарт)
Этот стандарт используется в нефтегазовой промышленности и охватывает свойства песков, применяемых не только в литейном производстве, но и в буровых технологиях. Он включает:
✔ Анализ распределения частиц по размерам методом лазерной дифракции.
✔ Определение сферичности и округлости зерен – важный параметр для равномерного уплотнения формы.
✔ Тестирование на устойчивость к раздавливанию (метод испытания на сжатие).
ГОСТ 2138-91 ориентирован на литейное производство, где важно учитывать газопроницаемость, прочность формы и содержание глины.
ASTM применим для песков, используемых в строительстве и промышленности (включая производство цемента, керамики).
ISO 13503-2 больше ориентирован на нефтегазовую отрасль, но также может применяться для высокоточных литейных процессов.
Для отечественного производства ГОСТ 2138-91 остается основным стандартом, но с учетом глобализации все больше предприятий адаптируют методики ASTM и ISO для международных контрактов и экспорта литейной продукции.
1. Введение
1.1. Значение формовочных песков в литейном производстве
Формовочные пески являются одним из важнейших компонентов литейного производства. Они используются для создания форм, в которые заливается расплавленный металл, а также для изготовления стержней, образующих внутренние полости в отливках. От качества формовочного песка зависят механические свойства, точность размеров и чистота поверхности отливки.
Основные функции формовочного песка:
Формообразование – песок принимает форму модели, точно повторяя ее контуры.
Огнеупорность – защищает металл от контакта с воздухом и окружающей средой.
Газопроницаемость – обеспечивает выход газов, образующихся при заливке металла, предотвращая образование дефектов (газовых раковин, пористости).
Механическая прочность – должна выдерживать нагрузки при заливке и затвердевании металла.
Легкость разрушения после затвердевания металла – для удобного выбивания отливки из формы.
|
|
|
Рисунок 1 - График изменения температуры формы во времени при заливке металла |
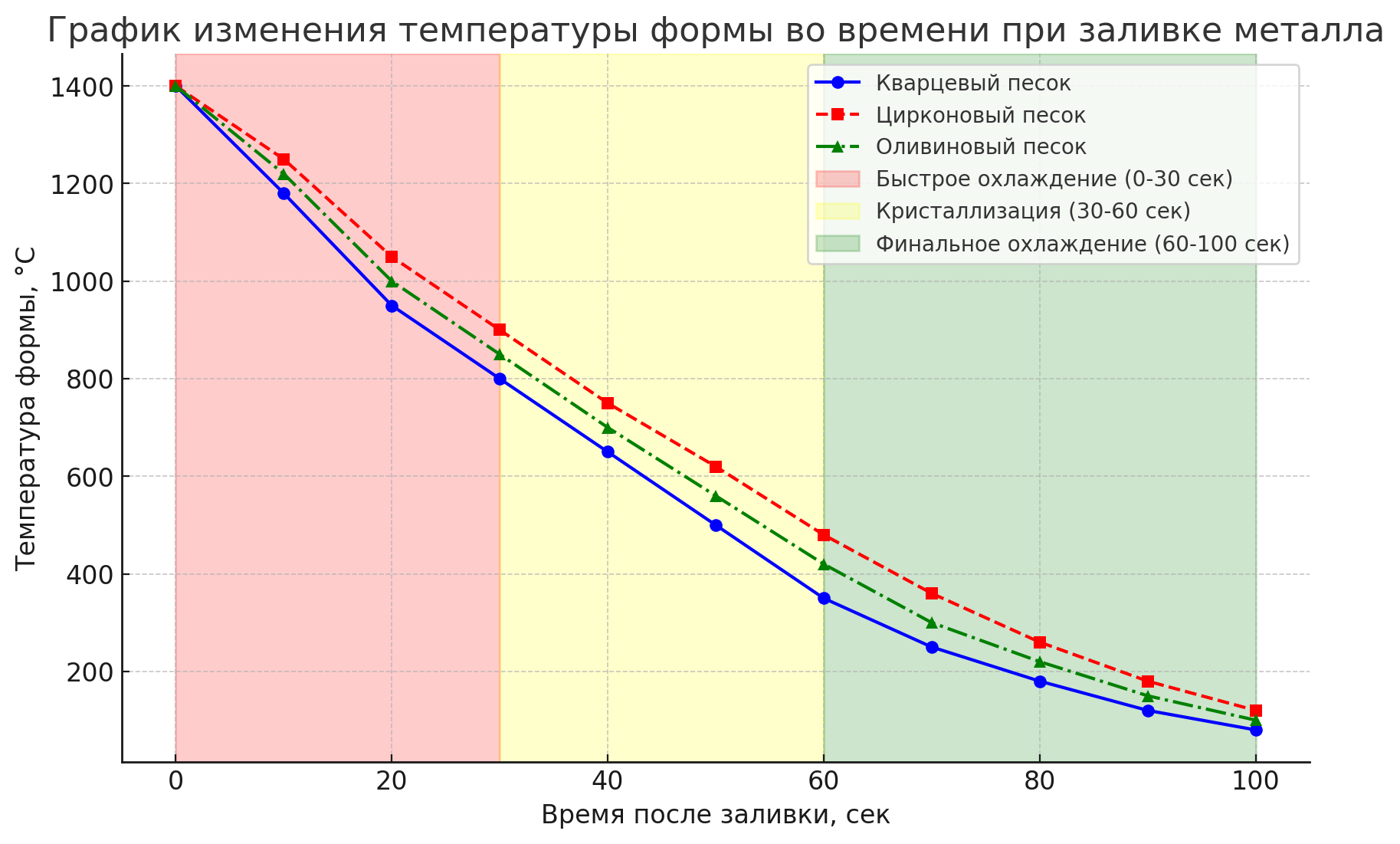
Представленный на рисунке 1 график наглядно демонстрирует влияние типа песка на процесс охлаждения формы. Это позволяет правильно выбирать состав формовочных смесей в зависимости от литейного процесса. Использование некачественного песка может привести к таким дефектам отливок, как пригар (приросты металлического слоя на поверхности), газовые раковины, усадочные дефекты и трещины. Поэтому контроль характеристик формовочного песка является одной из ключевых задач литейного производства.
1.2. ГОСТ 2138-91 и его роль
ГОСТ 2138-91 «Пески формовочные. Технические условия» регламентирует свойства и классификацию песков, используемых в литейном производстве. Этот стандарт определяет:
Допустимый зерновой состав – размеры частиц формовочного песка должны соответствовать требованиям для конкретных литейных процессов.
Содержание глинистых составляющих – этот показатель влияет на прочность, пластичность и газопроницаемость смеси.
Огнеупорность и химическую стойкость – важные параметры для предотвращения взаимодействия с расплавленным металлом.
ГОСТ 2138-91 применяется на предприятиях литейного производства, металлургических комбинатах и в лабораториях, занимающихся контролем качества литейных материалов.
1.3. Основные характеристики формовочных песков
Формовочные пески обладают следующими характеристиками:
Зерновой состав – определяет гладкость поверхности отливки и механическую прочность формы. Крупнозернистые пески обладают высокой газопроницаемостью, но создают шероховатую поверхность отливки, в то время как мелкозернистые пески обеспечивают гладкую поверхность, но ухудшают выход газов.
Содержание глинистых составляющих – влияет на прочность формовочной смеси. Небольшое количество глины улучшает сцепление частиц песка, но избыток глинистых частиц снижает газопроницаемость формы.
Огнеупорность – способность песка выдерживать воздействие высоких температур без разрушения. Для формовочных песков минимальная температура плавления должна составлять не менее 1500°C.
Газопроницаемость – способность песка пропускать через себя газы, образующиеся при заливке металла. Если газопроницаемость недостаточная, в отливке могут образоваться газовые раковины и пузыри.
Сыпучесть и формуемость – обеспечивают равномерное заполнение формы и легкость уплотнения смеси.
Прочность формы после затвердевания – важно, чтобы форма сохраняла свою структуру до момента заливки металла, но при этом легко разрушалась после затвердевания отливки.
Эти параметры являются ключевыми при классификации песков в соответствии с ГОСТ 2138-91.
2. Классификация формовочных песков по ГОСТ 2138-91
Формовочные пески классифицируются по ряду критериев, включающих содержание глинистых составляющих, химический состав, зерновой состав и физико-механические свойства. ГОСТ 2138-91 определяет строгие требования к каждому виду песка, чтобы обеспечить его соответствие технологическим нуждам литейного производства.
2.1. Основные категории формовочных песков
В зависимости от содержания глинистой составляющей формовочные пески делятся на три основные группы:
Кварцевые пески (К) – содержание глинистой составляющей не более 2%.
Применяются в процессах, где необходима высокая огнеупорность и газопроницаемость.
Обеспечивают точное воспроизведение формы и минимальный риск пригара.
Наиболее распространенный вид формовочного материала.
Тощие пески (Т) – содержание глинистой составляющей от 2% до 12%.
Имеют улучшенные связующие свойства за счет глинистых включений.
Используются в производстве мелкосерийных и крупногабаритных отливок.
Применяются в ручном и механизированном формовании.
Жирные пески (Ж) – содержание глинистой составляющей от 12% до 50%.
Обладают высокой пластичностью и прочностью.
Применяются при изготовлении сложных форм и стержней.
Ограничены в применении из-за низкой газопроницаемости и риска газовых дефектов в отливках
|
|
|
Рисунок 2 - Диаграммы состава различных видов формовочных песков |

2.2. Классификация кварцевых песков
Кварцевые пески – наиболее распространенный тип, содержащий более 93% SiO₂. Их классификация по ГОСТ 2138-91 основана на следующих параметрах:
1. Массовая доля глинистой составляющей:
К1 – до 0,2%
К2 – до 0,5%
К3 – до 1,0%
К4 – до 1,5%
К5 – до 2,0%
2. Массовая доля диоксида кремния (SiO₂):
Группа 1 – не менее 99,0%
Группа 2 – не менее 98,0%
Группа 3 – не менее 97,0%
Группа 4 – не менее 95,0%
Группа 5 – не менее 93,0%
3. Средний размер зерна (мм):
01 – до 0,14 мм
016 – от 0,14 до 0,18 мм
02 – от 0,19 до 0,23 мм
025 – от 0,24 до 0,28 мм
03 – более 0,28 мм
Кварцевые пески обладают высокой огнеупорностью (температура плавления 1713°C) и хорошей химической инертностью. Однако они склонны к термическому расширению, что может приводить к образованию дефектов в отливках
2.3. Классификация тощих песков
Тощие пески содержат больше глинистых частиц, что повышает их связующие свойства, но снижает газопроницаемость. Они подразделяются на следующие категории:
1. Массовая доля глинистой составляющей:
Т1 – до 4,0%
Т2 – до 8,0%
Т3 – до 12,0%
2. Массовая доля диоксида кремния (SiO₂):
Т1 – не менее 96,0%
Т2 – не менее 93,0%
Т3 – не менее 90,0%
Тощие пески используются в изготовлении форм, требующих более высокой прочности, но с ограничением по выходу газов.
2.4. Классификация жирных песков
Жирные пески обладают высоким содержанием глины и максимальными связующими свойствами. Они классифицируются следующим образом:
1. По пределу прочности при сжатии во влажном состоянии (МПа):
Ж1 – более 0,08 МПа
Ж2 – от 0,05 до 0,08 МПа
Ж3 – менее 0,05 МПа
Жирные пески обладают низкой газопроницаемостью, поэтому их использование ограничено процессами, где критически важна прочность формы
2.5. Классификация по технологическим свойствам
В ГОСТ 2138-91 также приведена классификация песков по дополнительным параметрам:
Огнеупорность:
Пески для сталелитейного производства – не менее 1650°C
Для чугунного литья – не менее 1500°C
Газопроницаемость:
Высокая – более 300 ГП
Средняя – 150–300 ГП
Низкая – менее 150 ГП
Коэффициент однородности зерен:
Высокий – более 80%
Средний – 60–80%
Низкий – менее 60%
Таким образом, пески подбираются в зависимости от литейного процесса, типа металла и требуемых характеристик отливки
Вывод по разделу
ГОСТ 2138-91 устанавливает четкую классификацию формовочных песков, что позволяет подбирать материалы с оптимальными характеристиками для различных литейных процессов. Основными факторами классификации являются:
✔ Содержание глинистых составляющих – влияет на прочность и газопроницаемость.
✔ Химический состав (SiO₂, примеси) – определяет огнеупорность и взаимодействие с расплавом.
✔ Зерновой состав – влияет на гладкость отливки и прочность формы.
✔ Физико-механические свойства – определяют возможность регенерации и повторного использования песка.
3. Определение содержания глинистых составляющих
Глинистые составляющие играют ключевую роль в формовочных смесях, обеспечивая их прочность и пластичность. Однако избыток глинистых частиц может ухудшать газопроницаемость формы, что приводит к дефектам отливки. ГОСТ 2138-91 устанавливает нормы содержания глинистой составляющей и регламентирует методы ее определения
3.1. Глинистая составляющая и ее влияние на свойства формовочного песка
Глинистая составляющая включает тонкодисперсные частицы с размером менее 22 мкм, которые могут быть как полезными (активные глины), так и вредными (загрязнения, ухудшающие свойства смеси).
Положительное влияние глинистой составляющей
Улучшает сцепление зерен песка, обеспечивая прочность формовочной смеси.
Способствует пластичности, что облегчает формование и уплотнение смеси.
Повышает устойчивость формы при механических и термических нагрузках.
Отрицательное влияние глинистой составляющей
Снижение газопроницаемости, что может привести к образованию газовых раковин в отливке.
Повышенная влажность смеси, что усложняет сушку формы.
Риск образования пригара при взаимодействии с расплавленным металлом
|
|
|
Рисунок 3 - График зависимости прочности формы от содержания глинистой составляющей |
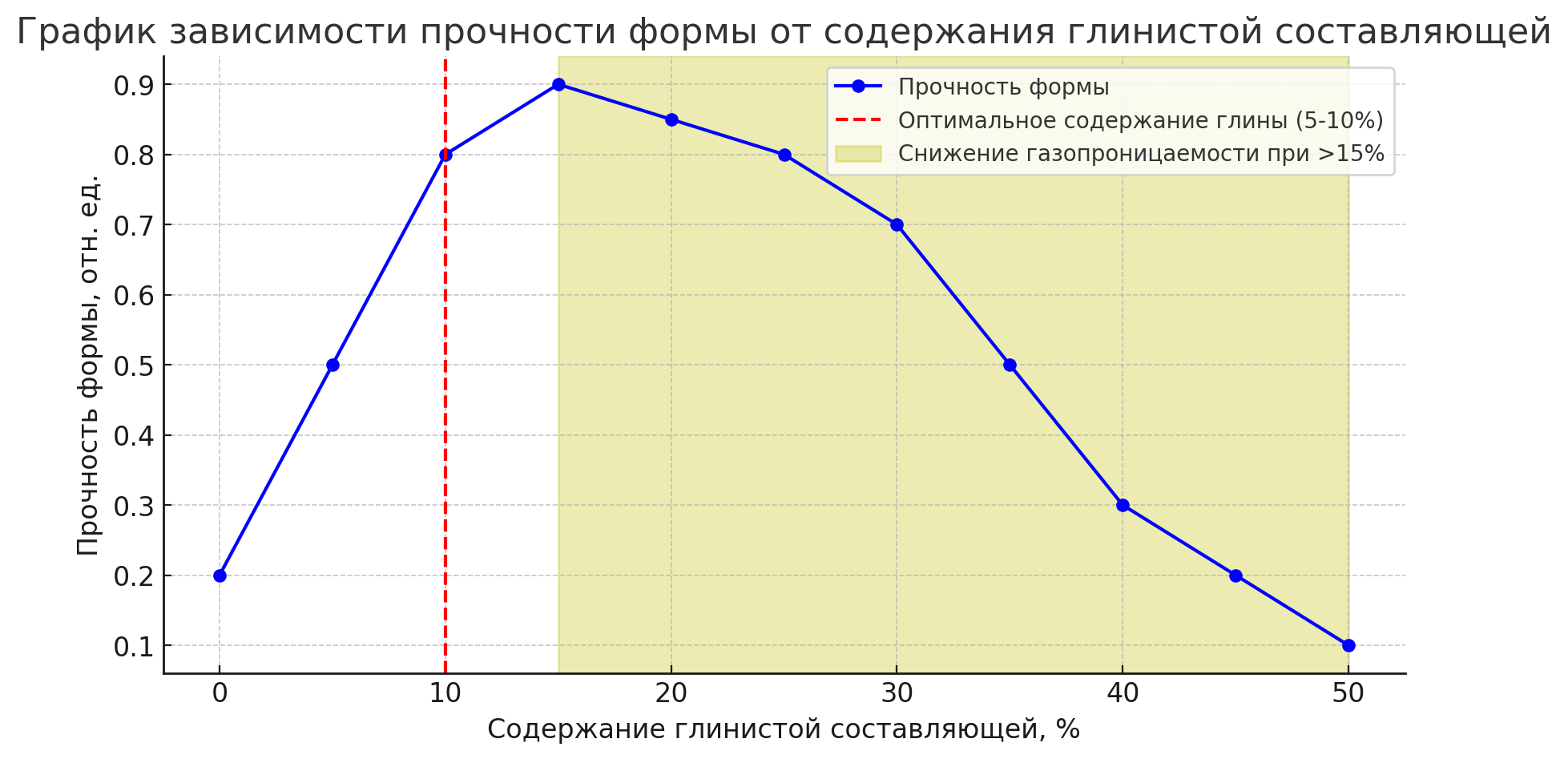
Оптимальное содержание глинистых составляющих для достижения максимальной прочности формы составляет 5-15%. С увеличением содержания глины свыше 15% наблюдается значительное снижение газопроницаемости, что может приводить к дефектам в отливке.
3.2. Методика определения содержания глинистых составляющих
Определение содержания глинистых составляющих проводится методом отмучивания, который основан на различной скорости осаждения частиц разного размера в жидкости.
Принцип метода
Глинистые частицы размером менее 22 мкм остаются во взвешенном состоянии при перемешивании с водой, а более крупные зерна оседают на дно.
После отстаивания мелкие частицы сливаются, а оставшийся песок высушивается и взвешивается.
Разница в массе до и после отмучивания определяет содержание глинистых составляющих.
Порядок проведения испытания (ГОСТ 29234.1–91)
Навеска 50–100 г формовочного песка помещается в сосуд с водой.
Смесь перемешивается в течение 5 минут для отделения глинистых частиц.
Взвесь отстаивается в течение 30 минут, после чего верхний слой сливается.
Процедура повторяется до полной очистки песка.
Оставшийся песок высушивается и взвешивается.
Содержание глинистой составляющей определяется по формуле:
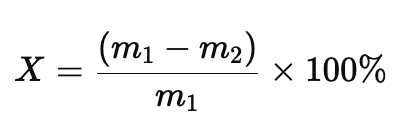
где:
m1 – начальная масса навески, г;
m2 – масса песка после отмучивания, г.
Результат выражается в процентах от исходной массы образца
3.3. Определение содержания активной и неактивной глины
Глинистая составляющая подразделяется на активную и неактивную:
Активная глина – участвует в формировании прочности смеси, связывая зерна песка.
Неактивная глина – утратила связующие свойства из-за термического воздействия или примесей.
Определение содержания активной глины проводится методом адсорбции метилена голубого (ГОСТ 23409.14–78):
Навеска песка перемешивается с водным раствором красителя.
По изменению окраски раствора определяется количество активных глинистых частиц.
Чем больше метилена голубого адсорбируется, тем выше содержание активной глины
Допустимое содержание активной глины:
Для сталелитейного литья – не более 5%.
Для чугунного литья – до 10%.
3.4. Определение выгорающих веществ и термически разлагаемых компонентов
Некоторые глинистые составляющие содержат органические примеси или карбонаты, которые могут разлагаться при высоких температурах. Это приводит к образованию газов, что негативно сказывается на качестве отливки.
Метод определения (ГОСТ 23409.18–78):
Навеска песка высушивается и прокаливается при 900–1000°C.
Разница массы до и после прокаливания показывает потери, вызванные разложением органики и карбонатов.
Допустимое содержание выгорающих веществ:
Для чугунного литья – до 4%.
Для стального литья – до 2%.
Если содержание летучих превышает нормы, это может привести к образованию газовых раковин и ухудшению механических свойств отливки
3.5. Практическое значение определения глинистых составляющих
Контроль содержания глинистых составляющих позволяет:
✔ Исключить пески с низкой газопроницаемостью и высоким риском образования дефектов.
✔ Оптимизировать состав формовочных смесей для различных типов литья.
✔ Разрабатывать регенерационные процессы для повторного использования песка.
✔ Повысить экологическую безопасность литейного производства за счет снижения отходов.
Современные лабораторные методы анализа (рентгенофазовый анализ, лазерная дифракция) позволяют определять содержание глинистых составляющих с высокой точностью, что снижает вероятность брака на литейных предприятиях
4. Заключение
ГОСТ 2138-91 устанавливает жесткие требования к содержанию глинистых составляющих в формовочных песках, поскольку этот параметр влияет на прочность, пластичность, газопроницаемость и устойчивость форм при заливке металла.
Определение содержания глинистых компонентов методами отмучивания, адсорбции метилена голубого и прокаливания позволяет контролировать качество формовочных песков, что в свою очередь повышает точность и качество литейных отливок.
Использование современных методик контроля состава песков обеспечивает минимизацию брака, снижение затрат и повышение экологической безопасности литейных процессов.